


发动机缸体
发布时间:
2022-04-18
本次试刀为改进型试刀。
客户目的:
1,改善现有产品光洁度不足、毛刺等问题。
2,提高生产效率。
3,节约成本。
试刀结果;
1,产品光洁度完美打标,倒角毛刺问题解决。
2,较现有效率提升约25%。
3,生产成本基本持平。
气缸孔加工
客户:某汽车股份有限公司
工件:PUMA2.2/2.4缸体
材质:GG25
加工设备:Starragheckert HEC500


加工工序:OP130B
加工内容:
1.半精镗气缸孔
2.气缸孔孔口倒角
3.精镗气缸孔

气缸孔半精加工
刀具:半精镗气缸孔阶梯镗刀
切削参数:
Φ89.4 Z=6 (SCGW 09T308 BN081)
VC=850m/min n=3000 U/min
Fz=0.16 F=2880 mm/min
气缸孔精加工
刀具:精镗气缸孔精镗刀(采用内冷打开方式)
切削参数:
Φ89.86±0.02 Z=3 (SCGW 09T308 E BN081)
VC=850m/min n=3000 U/min
Fz=0.1 F=900 mm/min

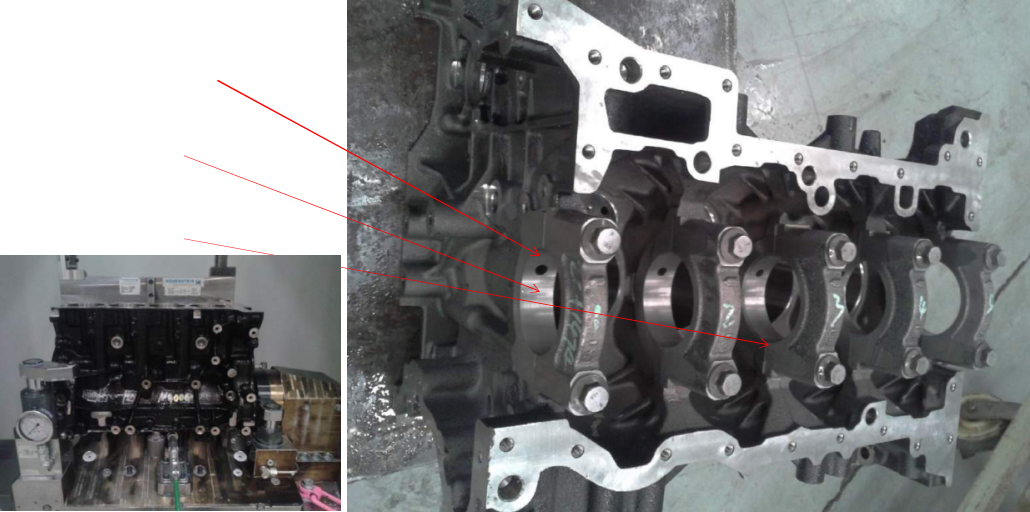
曲轴孔加工
加工工序:OP140B
加 工 内 容 :
1.半精镗曲轴孔
2.精镗曲轴孔
3.精车推力面
曲轴孔半精加工
刀具:Φ69-0.1/ Φ74-0.1/45°倒角
半精镗曲轴孔复合线镗刀
半精镗曲轴孔及曲轴孔两端倒角一次加工完成。
Z=1(SCGW 09T304 LC610T)
切削参数:
VC=100m/min n=460 U/min
Fz=0.15 F= 69mm/min

曲轴孔推力面精加工
Φ104.2精车推力面接触型运动刀具
半精及精车推力面一次加工完成。
Z=1(CPGW 09T304 LC610T)
切削参数:
VC=120m/min n=280 U/min
Fz=0.2 F= 56mm/min

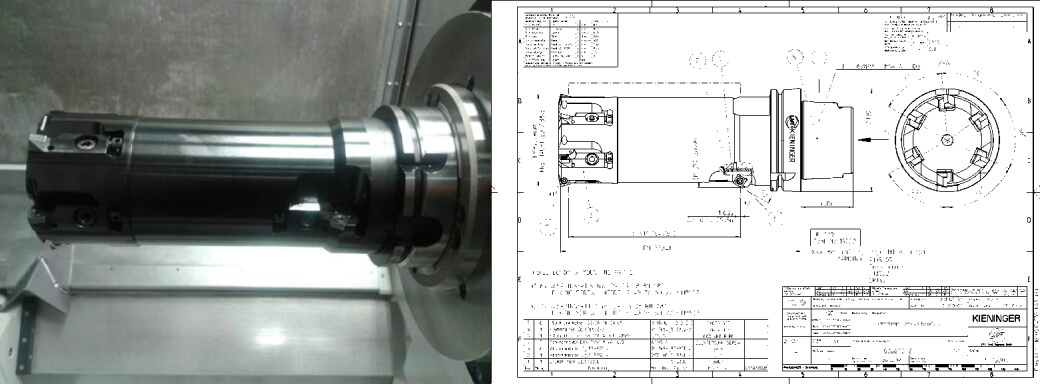
曲轴孔精加工
Φ69.46±0.015精镗曲轴孔线镗刀 Z=1(SCGW 09T304 LC610T)
采用KIEINIGER的半圆型精镗刀夹相对传统精镗单元,能给镗杆带来更好的截面强度,因而增强镗杆刚性。
切削参数:
VC=125m/min
n=570 U/min
Fz=0.15
F=86 mm/min

相关案例