


高铁轴承保持架加工案例
发布时间:
2022-04-18
一、成品符合客户产品质量要求。
二、节拍基本满足客户指定时间。
三、对比外协加工成本,单件加工费用降低约135%
产品名称:高铁轴承保持架
材料:40GrNiMoA 硬度:32-35HRC
机床:FEELER立式加工中心VM-1000AT
客户:某高铁轴承有限公司
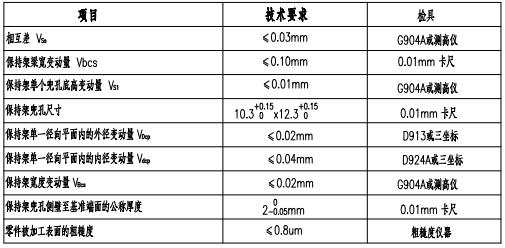
加工要求:
加工节拍:
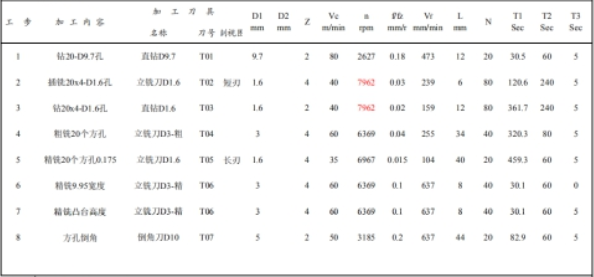
刀具参数详情:
T1: 金鹭D938系列钨钢钻头φ9.7钻孔 转速:3000r/min;进给:350mm/min
T2:金鹭UP210系列钨钢铣刀φ1.6插铣 转速:6000r/min; 进给:30mm/min
T3: 金鹭D938系列钨钢钻头φ1.6钻孔 转速:6000r/min; 进给:60mm/min
T4:金鹭UPR210系列钨钢粗铣刀φ6粗铣 转速:6000r/min; 进给:700mm/min
T5:金鹭UP210系列钨钢铣刀φ3精铣 转速:7000r/min; 进给:150mm/min
T6:韩国YESTOOLS钨钢铣刀φ1.5精铣 转速:7000r/min; 进给:150mm/min
T7: 韩国YESTOOLS正反倒角刀倒角 转速:6000r/min; 进给:700mm/min
全程方案设计,刀具配备。
总结:
一、成品符合客户产品质量要求。
二、节拍基本满足客户指定时间。
三、对比外协加工成本,单件加工费用降低约135%
相关案例