


丝锥选择技巧、外螺纹修正及高效加工方案
丝锥是一种加工内螺纹的刀具,其功能主要用于攻丝。在小尺寸内螺纹的加工中,丝锥几乎是唯一的选择。丝锥结构简单、操作便捷,可用于手动攻丝,也可以在机床上进行自动加工,广泛应用于各类生产工艺中。攻丝是一个具有挑战性的加工工序,因为其切削刃几乎与工件100%接触。为了确保加工质量,攻丝前应详细考虑工件材料、工具、机床选择以及合适的切削速度和进给量等因素。箭穿石提供定制化攻丝方案,确保加工过程中的每一个细节都得到优化。
关键词:
产品描述
关键词:螺纹加工 攻丝 丝锥选择 外螺纹修正
一、丝锥是一种加工内螺纹的刀具,其功能主要用于攻丝。在小尺寸内螺纹的加工中,丝锥几乎是唯一的选择。丝锥结构简单、操作便捷,可用于手动攻丝,也可以在机床上进行自动加工,广泛应用于各类生产工艺中。
攻丝是一个具有挑战性的加工工序,因为其切削刃几乎与工件100%接触。为了确保加工质量,攻丝前应详细考虑工件材料、工具、机床选择以及合适的切削速度和进给量等因素。箭穿石提供定制化攻丝方案,确保加工过程中的每一个细节都得到优化。
二、丝锥选型与加工参数设定需基于系统性工艺评估
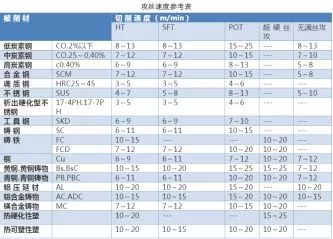
规划攻丝工艺时,需重点核查以下五大核心参数:
- 被加工工件材质类型;
- 材料强度等级;
- 螺孔结构属性(通孔/盲孔);
- 螺孔深度(或工件有效厚度);
- 目标螺纹规格参数(类别与尺寸)。
针对高硬度(HRC≥45)或抗拉强度超过1000MPa的难切削材料,建议优先选用带有切削刃起始偏心后角结构设计的丝锥,该设计可有效分散切削应力并降低崩刃风险。
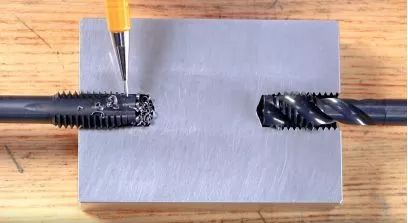
三、丝锥排屑槽型的选择
1. 直槽型 、螺旋槽型、 先端螺旋槽型外观图:

- 直槽丝锥是最常用的一种丝锥,产品用高速钢,硬质合金等高硬度材料做成,用于普通车床,钻床的螺纹加工用的工具,切削速度较慢,长柄用于通孔,短柄用于不通孔。
- 螺旋槽丝锥其排屑槽为螺旋状,它有左旋槽和右旋槽,工作中的切屑会直接从螺旋槽排出,具有使用寿命长,效率高,成本低,切屑平稳等优点,常见的有右旋15°和42°,旋转角度越大,排屑性能就越好,适合加工不通孔螺纹。
- 螺尖丝锥又叫先端丝锥,加工螺纹时切屑向前排出,适用于通孔螺纹及深螺纹加工,有使用切削速度快,尺寸稳定,牙纹清析的特点。

- 挤压丝锥是利用对金属挤压变形原理加工内螺纹的刀具,也叫螺丝锥,挤压丝锥是一种无屑加工工艺,适用于强度较低的加工材料如铝合金,利用丝锥挤压出来的螺纹表面光滑,耐磨,强度高,在电子,塑料行业应用广泛。
四、螺旋槽与先端螺旋槽对比
1. 螺旋槽适合盲孔,铁屑往孔外排。先端螺旋槽,往下排屑。
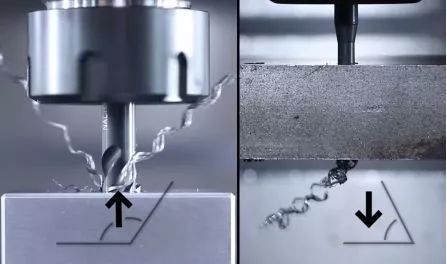
- 直槽槽和螺旋槽对比
五、特殊工件材料的攻丝
工件材料的可加工性是攻丝难易的关键,针对材料的性能,改变丝锥切削部分的几何形状,特别是它的前角和下凹量前面的下凹程度是非常重要的。

对于高强度工件材料,丝锥通常采用较小的前角和下凹量,以增强切削刃的强度;而处理长屑材料时,则需要较大的前角和下凹量,以帮助切屑的断裂和排除。同时,在加工硬度较高的材料时,较大的后角可以有效减小摩擦,提升切削效率。对于如不锈钢等硬度和强度较高、且具有粘性的材料,应选用螺旋角度较小的丝锥,以便更好地适应材料特性,确保持续稳定的切削和良好的排屑效果。

六、板牙的工作原理和使用
板牙是一种用于加工或修正外螺纹的工具,其工作原理与丝锥类似,都是通过金属的切削或挤压成型来实现螺纹加工。它的结构类似于一个高硬度的圆形螺母,通常由合金工具钢或高速钢制成。板牙的切削刃带有锥度,负责切削作用,周围的排屑孔则用于清除切屑。板牙上设计有深槽,并且侧面有四个凹坑,用来定位和固定板牙,确保其稳定性。在操作时,板牙通过专用的板牙架夹持,从而传递所需的扭矩。需要注意的是,依据不同外径的板牙,应选用对应规格的板牙架。

工艺过程:毛坯→锻造→退火→机械加工→淬火→检查→回火→清洗→检查→发黑处理→检查-包装。
七、丝锥板牙的使用
在使用丝锥和板牙之前,首先要清理排屑槽和螺纹内的切屑,确保没有任何杂物影响加工。同时,要检查工件上是否有倒角,并根据加工件的直径选择合适的丝锥和板牙。加工时,丝锥或板牙应与工件保持垂直,操作时要均匀施力,并逐步增加力量,同时频繁反转丝锥,以帮助切屑的断裂和排出。如果遇到加工阻力,应立即退出丝锥或板牙,清理切屑。在加工过程中,根据不同材料的特性适当使用冷却液。此外,丝锥分为头锥、二锥和三锥,其中头锥负责先攻出螺纹的初步形状,随后由二锥和三锥逐步完成更精细的攻丝工作。
箭穿石凭借其专业的技术团队和先进的生产设备,为客户提供了高精度的丝锥与板牙工具解决方案。无论是在攻丝、修螺纹,还是针对特殊工件材料的攻丝,我们都能提供定制化的服务,确保每一项加工任务的顺利完成。




相关案例
欢迎您的留言咨询