


产品描述
关键词:HSK热缩刀柄、精密制造、动态平衡、航空航天与医疗器械
在航空航天精密叶轮加工中,1μm的刀具跳动可能导致气动效率下降15%;在医疗人工关节切削时,2μm的尺寸偏差就会引发植入排斥风险。面对日益严苛的加工要求,箭穿石HSK热缩刀柄正在全球高端制造领域掀起一场精度革命。
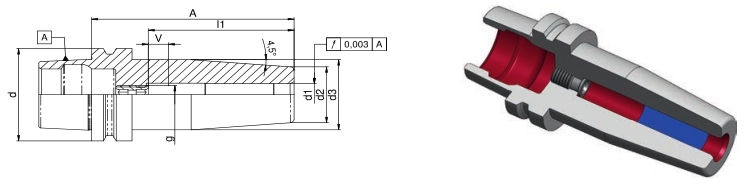
图一:HSK热缩刀柄示意图
一、重新定义刀柄科技:HSK热缩系统的七大创新维度
1.双模耦合结构设计
HSKA63/HSKA100双面锁紧系统:
采用12°空心短锥配合1mm端面接触,接触压力达到1800N/cm²,相较传统BT刀柄刚性提升300%;
梯度复合材质刀体基体采用SACM645特种合金钢,表层熔覆0.3mm碳化钨涂层。
2. 智能热缩工艺链
五阶温控曲线:预热(200℃/3min)→ 梯度升温(380℃±5℃)→ 恒温渗透(420℃/90s)→ 定向冷却(196℃液氮急冷)→ 时效稳定;
六点同心校准技术:通过激光干涉仪在轴向0°、60°、120°、180°、240°、300°方位同步检测,确保收缩后径向跳动≤2μm。
3. 动态平衡生态系统
谐波振动抑制系统:内置钨合金配重块,配合端面12组减振槽,在45000rpm工况下将振动幅度控制在0.8μm以内;
G2.5级动平衡认证:依据ISO21940标准,残余不平衡量<0.4g·mm/kg,满足精密模具镜面加工需求 。
图二:HSK热缩刀柄编码
二、三大行业解决方案深度解析
1. 航空航天领域
钛合金整体叶盘加工采用HSKA100重型刀柄,在主轴扭矩120Nm条件下实现:
切削深度ap=8mm,ae=35mm的重载切削;
叶型轮廓误差<0.015mm;
表面粗糙度Ra0.20.4μm;
2. 医疗器械制造
钴铬合金关节假体五轴加工配合φ6mm球头铣刀,达成:
0.02mm薄壁结构加工;
多曲率过渡区表面无接刀痕;
植入物尺寸公差±0.005mm;
- 新能源汽车领域
电机壳体深腔加工在主轴悬伸120mm工况下:
振动值从8.3m/s²降至2.1m/s²;
深孔同轴度提升至0.01/100mm;
刀具崩刃率下降75%。
图三:HSK热缩刀柄技术图纸:
- 实测数据对比报告
| 对比项 | 传统液压刀柄 | ArrowCut™ SHK热缩刀柄 | 提升幅度 |
| 径向跳动(φ10mm) | 58μm | ≤2μm | 60% |
| 换刀重复精度 | ±0.015mm | ±0.003mm | 80% |
| 最大转速 | 25,000rpm | 45,000rpm | 80% |
| 夹持力衰减周期 | 800小时 | 3000小时 | 275% |
四、客户价值实现路径
阶段1:工艺诊断(免费)
三维振动频谱分析;
切削系统模态测试;
刀具机床匹配度评估。
阶段2:定制化实施
提供热缩机选型方案(手持式/立式/全自动);
开发专用刀具夹持程序库;
建立刀具寿命预测模型。
阶段3:持续优化
每季度提供刀具磨损云分析报告;
动态调整热缩参数策略;
预防性维护智能提醒。
图四:HSK热缩刀柄加热冷却装夹示意图

五、全球应用典范
案例1:空客A320机翼梁加工
使用HSKA100刀柄配合φ25mm玉米铣刀,实现3.2m长梁结构一次成型加工,加工时间从14小时缩短至9.5小时,节约刀具成本27万欧元/年。
案例2:特斯拉一体化压铸模具加工
采用HSKA63+φ12mm圆鼻刀组合,模具型面精度达到0.008mm,ED纹加工合格率从83%提升至99%,模具交付周期缩短40%。
与箭穿石同行让精密制造成就无限可能,从实验室的参数验证到生产车间的μ米之争,箭穿石始终坚信:真正的精密制造,是技术与匠心的共振。作为中国高端刀柄领域的破局者,我们不仅提供HSK热缩刀柄这样的革命性产品,更致力于构建刀柄-工艺-服务三位一体的智造生态。




相关案例
欢迎您的留言咨询