


高硬材料攻丝难?丝锥结构优化 + ArrowRepair™修磨策略
在机械加工现场,“丝锥扭断”“螺孔攻不透”几乎是每一位工程师遇到过的痛点,尤其是在面对40HRC以上的高硬合金材料时。一把高性能丝锥往往成本不低,却常常“攻几个孔就报废”,不仅增加损耗,还严重影响交期。究竟问题出在哪里?能不能“又省钱又耐用”?
关键词:
产品描述
关键词:高硬度攻丝 丝锥修磨 刀具修复服务 ArrowRepair箭磨
引言:为什么高硬材料总是“攻不动”?
在机械加工现场,“丝锥扭断”“螺孔攻不透”几乎是每一位工程师遇到过的痛点,尤其是在面对40HRC以上的高硬合金材料时。
一把高性能丝锥往往成本不低,却常常“攻几个孔就报废”,不仅增加损耗,还严重影响交期。究竟问题出在哪里?能不能“又省钱又耐用”?
这一次,我们拍摄了一段实录视频,带您看看丝锥如何通过结构调整 + 精密修磨,在高硬材料上完成“涅槃重生”。
众所周知,在所有使用丝锥攻丝的工况中,“高硬度材料攻丝”一直都是一个富有挑战性的难题。
为什么?一个字:费刀!
一把几百甚至几千元的高品质丝锥,有时可能只加工几个螺纹孔就报废,刀具寿命极低,不仅提升不了效率,还白白拉高了成本。
这背后不仅仅是材料的硬问题,更与“丝锥结构”“攻丝工艺”“刀具修磨能力”三者密切相关。今天这篇文章,我们就结合一个真实的应用案例,系统拆解“如何通过丝锥结构改进 + 刀具修磨标准 + 工艺优化”来有效解决高硬材料攻丝费刀问题。
一、案例背景:航天特车的高硬攻丝难题
一家主要服务于航天领域的特种车辆制造企业,在生产特种运载车辆过程中,经常遇到需要加工如40Gr、40Mn、35GrMo等材料,其热处理后硬度达到38~44HRC。这类材料切削抗力大,属于典型的高硬合金类。
在加工M8标准内螺纹孔时,无论使用国产普通丝锥,还是进口高硬专用丝锥,都常常面临“攻不动”或“扭断”的问题,严重影响了生产节奏。
于是,我们尝试从刀具结构设计和修磨工艺优化两方面入手,逐步拆解这个问题。
二、丝锥“扭断”的根源分析
1. 切削力过大,是罪魁祸首
丝锥攻丝时所承受的扭矩,来自于切削抗力。切削抗力又与每齿的切削厚度、导向锥角、丝锥槽数等结构参数直接相关。
有公式可循:
Ac = P · tanKr / Z
其中,Ac 为切削厚度,P 为螺距,Kr 为导向锥角,Z 为丝锥槽数。由此可以看出,减小导向锥角 Kr 或 增加槽数 Z 都能减小单齿切削负荷,从而降低整体切削抗力。
2. 丝锥柄过长,力矩过大
此外,丝锥攻丝失败还有一个重要结构因素:柄太长。
当丝锥柄过长时,加力点与受力点之间的力矩变大,容易造成丝锥“非轴线旋转”,导致丝锥扭动或崩断。解决方式很直接——缩短丝锥柄长度,提高刚性和受力控制。
三、丝锥结构改进 + 分级修磨技术
我们将普通国产丝锥进行分阶段改进,并辅以合理的导向锥角修磨设计,逐步降低切削负荷。
改进方法如下:
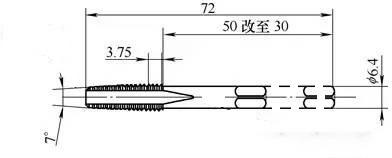
第1根丝锥
导向锥角7°,螺纹有效圈数3扣,柄长由50mm缩短至30mm。
第2根丝锥
导向锥角9°,7扣丝,受力点向后移,减小前端负荷。
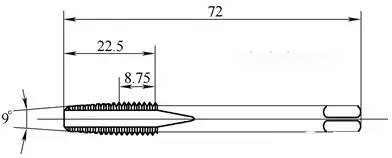
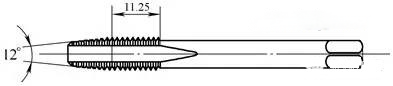
第3根丝锥
导向锥角12°,9扣丝,为最终成型做准备。
第4根丝锥
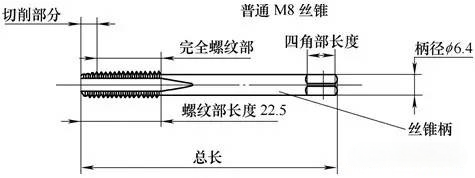
标准M8丝锥,完成最终整形。
这种“多锥攻丝”模式不仅分散了切削力,也大幅降低了丝锥失效概率。使用时注意依次顺序攻丝,每次进给要及时反转排屑。
四、刀具材料与修磨标准:成败的关键
刀具之所以“难修、易断”,一个关键问题是——修磨技术跟不上。
为解决这一难题,箭穿石依托自身加工服务经验,打造出旗下精密刀具修磨品牌 ArrowRepair™(箭磨),专注于高难
度刀具的性能恢复与再利用,为用户带来实质性降本增效。
常见刀具材料
HSS高速钢:韧性好,适合修磨,但硬度低。
HM硬质合金:硬度高但脆,对修磨要求极高。
PM-HSS粉末冶金高速钢:兼具韧性与硬度,适合高性能丝锥。
高速钢刀具可以工厂内修磨,而硬质合金刀具多交由专业中心处理。而ArrowRepair™ 正是国产修磨能力快速提升的代表品牌之一。
精密修磨的三要素:
1. 砂轮选型
例如,HM刀具修磨要用金刚石(D)砂轮;HSS则可用氧化铝(刚玉类)砂轮。修磨不同部位采用不同形状的砂轮(如12V9磨槽,1A1磨外径等)。
2. 参数标准化
一个专业修磨中心,需掌握不同刀具在不同材料下的角度参数,比如前角、后角、倒刃等。ArrowRepair™ 建立了针对钻头、铣刀、丝锥等多类刀具的“材料-工况-几何”对应数据库,修得准、用得稳。
3. 设备与技工
CNC五轴磨床+万能刀具测量仪+高级技工是标配。修磨技工能力决定刀具的“第二生命”。ArrowRepair™ 所有技工须通过六级评级体系考核,确保每一把修复刀具的质量一致性。
五、加工工艺与检测联动
刀具修磨不是终点,刀具要真正“长命百岁”,必须配合合理工艺:
放大底孔直径:在允许公差内放大底孔,降低攻丝阻力。
确保垂直度:攻丝时保持丝锥垂直,避免侧力。
及时排屑:多次退屑,防止切屑堵塞。
润滑充分:使用高效切削液或攻丝油。
配套使用对刀仪、投影仪、万能测量仪等检测设备,确保刀具符合几何参数标准。ArrowRepair™ 工程师在提供修磨服务时,也可同步协助客户优化刀具参数和攻丝工艺,实现全流程提升。
六、结语:丝锥修磨,不只是补救,更是升级
刀具攻丝的成本不仅在于“买贵”,更在于“修得好”“用得准”。
通过合理的结构优化、分段攻丝、精密修磨、配套工艺,哪怕面对高硬度材料,也能做到攻丝“不费刀”。
这不仅是一个技改经验,更是一种思路:在精密制造领域,真正的降本增效,往往不在更换设备,而在于优化细节与修复能力。
如您需要刀具修磨服务、丝锥结构定制或攻丝工艺优化方案,欢迎联系箭穿石团队。我们旗下的**ArrowRepair™(箭磨)将为您提供专业支持与高效解决方案。




相关案例
欢迎您的留言咨询