


产品描述
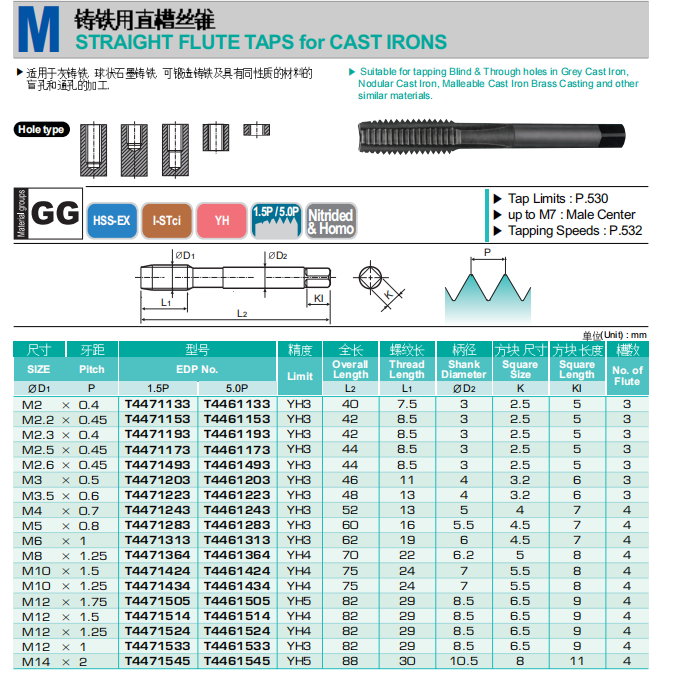
铸铁用直槽丝锥 —— 脆性铸铁螺纹加工专用高效解决方案
产品概述
核心优势
1. 铸铁材质专属设计
- 抗崩刃结构:刃口经特殊硬化处理(刃口硬度 64-66HRC),针对铸铁脆性特点优化刃口角度(前角 5°-8°,后角 6°-8°),减少崩刃风险,提升刀具稳定性。
- 耐磨材质:选用优质高速钢(M2/M35),含钒量提升至 1.5%-2%,增强抗磨损性能,适合铸铁中低速加工(转速 30-80rpm)。
2. 高效排屑,保护螺纹
- 直槽排屑设计:0°-5° 微螺旋角的直槽结构,快速排出铸铁加工产生的碎屑,避免切屑划伤已加工螺纹表面,减少二次清理工序。
- 容屑空间优化:加大槽宽设计(槽宽比普通丝锥增加 15%),适应铸铁加工中较多的切屑量,降低堵塞概率。
3. 高精度螺纹成型
- 校准部强化:3-5 牙完整校准部设计,确保螺纹尺寸精度(可达 ISO 5H/6H 级),减少因材料脆性导致的螺纹变形。
- 表面处理:采用蒸汽处理或氮化处理,提升表面硬度(表面硬度≥800HV),降低摩擦系数,延长使用寿命。
4. 规格齐全,适配性强
- 标准规格:覆盖 M3-M52 公制螺纹、UNC/UNF 美制螺纹,支持粗牙 / 细牙选择,满足不同铸铁件螺纹需求。
- 特殊定制:可根据铸铁硬度(如高硬度球墨铸铁)及加工设备(摇臂钻、攻丝机)定制加长柄、带冷却孔等特殊结构。
技术参数
应用场景
- 机床制造:铸铁床身、导轨面的螺纹孔加工(孔径 M8-M20,精度要求 6H)。
- 汽车工业:发动机缸体(灰铸铁)、制动盘(球墨铸铁)的安装螺纹加工(孔深≤3D)。
- 管道配件:铸铁管件的连接螺纹加工(如 DN15-DN100 水管接口螺纹)。
- 五金铸件:铸铁阀门、泵体的密封螺纹成型(表面粗糙度 Ra≤3.2μm)。
使用注意事项
- 冷却建议:推荐使用极压乳化液(浓度 8%-10%),避免干切或使用纯矿物油,减少刃口过热磨损。
- 转速控制:灰铸铁建议转速 50-80rpm,球墨铸铁建议 30-50rpm,避免高速导致的振动崩刃。
- 进给要求:采用刚性攻丝模式,进给量与螺纹螺距严格匹配,减少轴向冲击力。
常见问题解答
立即咨询获取专属方案
相关产品




相关案例
欢迎您的留言咨询
我们的工作人员将会在24小时之内(工作日)联系您,如果需要其他服务,欢迎拨打服务热线:025 84958290